Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?
ARO pneumatic powder pumps are designed to transfer dry powders faster, cleaner, and more cost-effectively than traditional systems. With their patented technology, portable design, and ATEX certification, they offer unmatched performance and reliability for various industrial applications, from chemicals to printing.
Replace Manual Powder Transfer Processes:

A pneumatic powder pump uses compressed air to transfer dry powders safely and efficiently. ARO powder pumps handle powders with densities up to 721 kg/m³ (45 lb/ft³), including:
Carbon black
Expanded mica
Silicones
Acrylic resins
3D printing powders
Pharma ingredients
Key Specifications:
Pump Ratio: 1:1
Sizes: Available in 2'' and 3'' options
Maximum Particle Sizes:
6.4 mm (0.25 in) for 2'' pumps
9.5 mm (0.37 in) for 3'' pumps
Maximum Pressure: 6.9 bar (100 psi)
Materials: Aluminum or stainless steel
Weight:
2'' Aluminum Pump: 41.5 kg (91.5 lbs)
3'' Aluminum Pump: 62.4 kg (137.5 lbs)
2'' Stainless Steel Pump: 71.6 kg (157.8 lbs)
3'' Stainless Steel Pump: 107.4 kg (236.8 lbs)
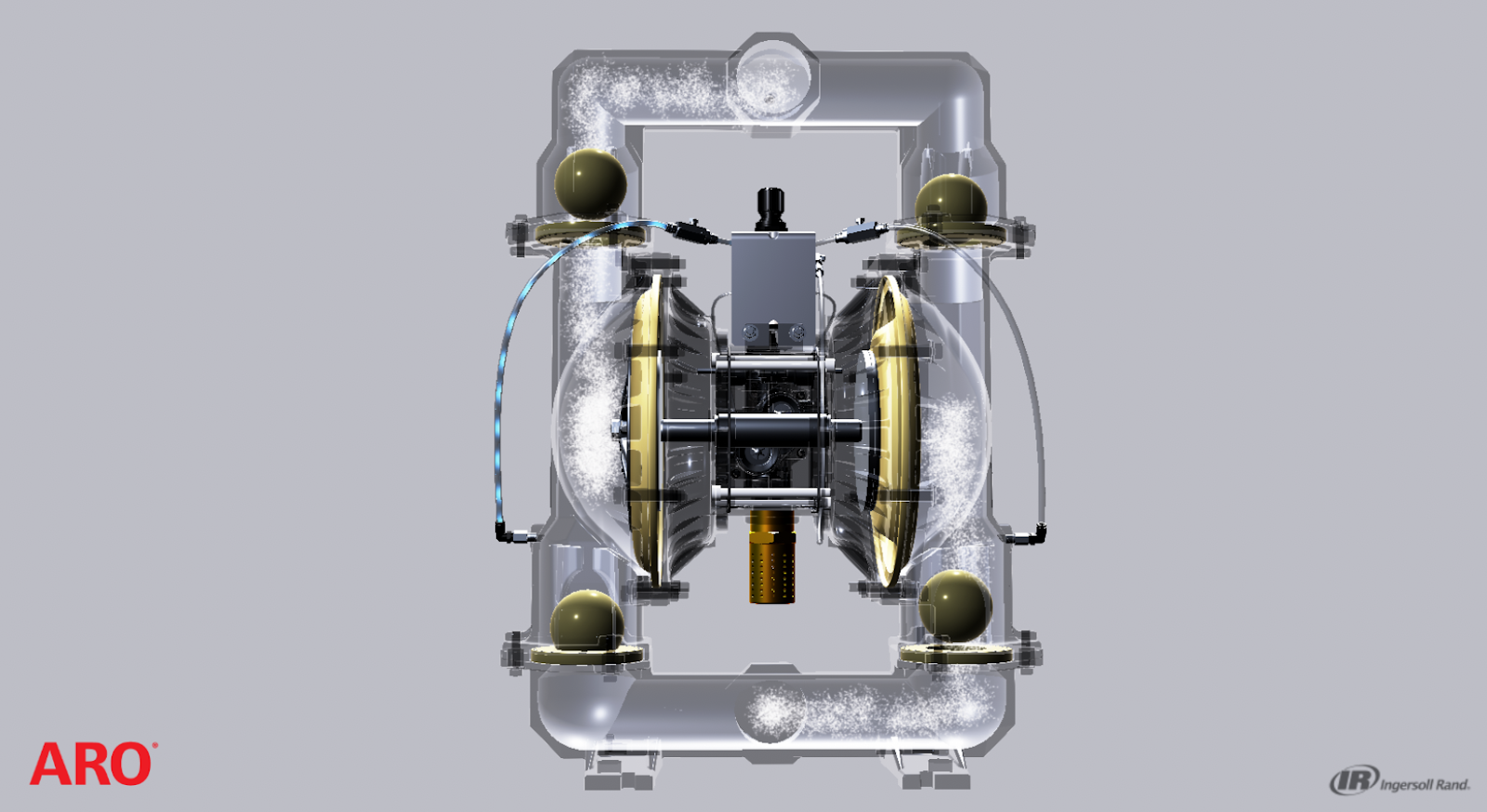
ARO powder pumps operate through a simple yet effective process:
Fluidization: Compressed air fluidizes the powder, making it easier to move.
Suction and Discharge: The pump’s diaphragms move back and forth, creating alternating suction and discharge cycles. This action draws the fluidized powder into the chamber and pushes it out through the discharge port.
Patented Air-Induction System: This unique system prevents powder pack-out and optimizes powder aeration for consistent flow.
Built-in Delay Timer: Ensures proper fluidization before start-up, reducing downtime.
4-Way Air-Efficiency Valve: Minimizes air consumption, reducing costs and energy use.
Additional Features or ARO powder pumps are:
Main Air Control Valve: Directly controlled by the delay timer for precise start-up.
Stall-Free Air Valve: Ensures continuous, reliable operation without interruptions.
ARO powder pumps are designed for easy and flexible installation:
Portable Design: Can be moved between sites or mounted on existing equipment.
Air Supply: Ensure a stable and filtered compressed air source for optimal performance.
Secure Connections: Properly connect the air supply and powder intake to prevent leaks and ensure smooth operation.
Included Components:
Air Filter/Regulator: Maintains clean and regulated air supply for consistent performance.
Flexible installation in harsh environments, including in hazardous duty areas (ATEX).
ARO powder pumps excel in various industrial applications, including:
1. Chemical Processing:
Efficient transfer of resins, silicones, and powdered chemicals without flying dust.
Example: Automated transfer of acrylic resins into mixing tanks, improving safety and reducing waste.
2. Pharmaceuticals:
Accurate and hygienic handling of active ingredients.
Example: Safe transfer of pharmaceutical powders to maintain product purity and prevent cross-contamination.
3. Plastics and Coatings:
Handle challenging materials like carbon black or expanded mica.
Example: Efficiently transferring silica for UV ink formulations, reducing waste and improving productivity.
4. General Industrial Use:
Ideal for hazardous or explosive environments.
Example: Transferring fumed silica with ATEX-certified equipment for enhanced worker safety.
ARO pneumatic powder pumps offer numerous advantages for industries handling dry powders:
High Performance: Efficiently transfers powders up to 721 kg/m³ (45 lb/ft³) with consistent flow and reduced downtime.
Patented Technology: Features a unique air-induction system and a 4-way air-efficiency valve, preventing powder pack-out and reducing air consumption.
Built-in Delay Timer: Ensures optimal powder fluidization before start-up, enhancing reliability.
Safety First: ATEX-certified for use in hazardous environments, ensuring compliance and worker protection.
Portability: Easy to move between sites or integrate into existing systems without extensive modifications.
Expert Support Network: ARO’s global network of distributors provides localized expertise, installation support, and maintenance services.
Custom Solutions: Tailored systems available, including skid-mounted configurations for specialized applications.
Proven Reliability: Tested with over 1,000 different powders, ensuring dependable performance across diverse industries.
"Since we started using the ARO powder pumps in our production line, our efficiency has skyrocketed! The pumps handle even the most challenging dry materials with ease and reliability, which has significantly reduced our maintenance costs. The consistent, high-quality performance has kept our operations running smoothly, and the quick serviceability has minimized any downtime!"
— Mark Reynolds, Production Manager




 Afghanistan(EN)
Afghanistan(EN)