Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
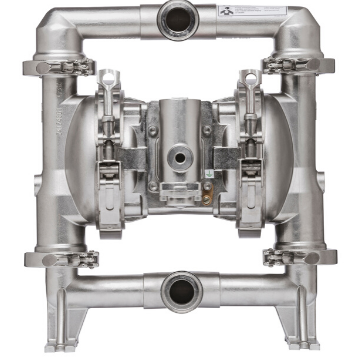
The food and beverage industry is governed by strict hygiene and safety standards, making the choice of equipment crucial. A key component in this sector is the food grade diaphragm pump: it plays an essential role in ensuring the safe and efficient transfer of ingredients and products.
As outlined in the Food & Beverage Industry Pumps Market report, the demand for specialized pumping solutions is on the rise. It is mainly driven by the need to meet regulatory requirements and avoid contamination. Non-compliance not only risks the integrity of the products but also invites significant financial penalties.
ARO, a leading name in the industry, offers Air-Operated Double Diaphragm (AODD) Pumps that are globally recognized for their compliance with FDA regulations. It makes them ideal for various applications in the food and beverage industry. These pumps not only ensure the safety and efficiency of food processing operations but also meet the most stringent hygiene standards.
Compliance with U.S. Food and Drug Administration (FDA) regulations is non-negotiable in the food and beverage industry. ARO’s FDA-compliant food grade diaphragm pumps are perfectly suited for a range of applications including:
These pumps are designed to maintain product purity, prevent contamination, and mitigate the risk of costly recalls. By choosing ARO’s food grade diaphragm pumps, you can ensure that all processes in your facility meet the necessary hygiene standards, which are vital for public health and the production of high-quality food and beverage products.
Food grade diaphragm pumps available on the market are designed to meet stringent industry standards, including FDA and CE 1935/2004 compliance. These pumps are engineered for high efficiency, often providing superior flow rates compared to other pump types, making them well-suited for demanding applications in the food and beverage industry.
Key features include:
ARO provides a broad selection of FDA-compliant AODD pumps, drum pumps, and food process pumps. These pumps are capable of handling high volumes of food-grade liquids with varying viscosities, such as:

ARO’s sanitary AODD pumps simplify operations, whether it’s injecting food into molds, dispensing sauces and syrups, or filtering beer. Their robust design ensures a long lifespan and easy maintenance, even in the demanding environments of food processing facilities.
ARO food grade pumps typically yield 20% to 30% better flow rates than other products available on the market, ensuring the material is transferred carefully. Since every ounce of fluid is treated gently, the shelf life is often extended and product quality maintained.
ARO sanitary diaphragm pumps deliver safety and quality, as well as industry leading total cost of ownership:
ARO’s food grade diaphragm pumps are built to endure extreme conditions, ensuring reliable performance and reducing maintenance costs over time.
Their FDA-compliant design guarantees that all materials and processes meet the highest food safety standards, helping your company maintain its commitment to delivering safe and high-quality products to customers.
Additionally, ARO pumps enhance operational efficiency by minimizing processing time and costs through energy-efficient operation and high flow rates.
ARO offers a comprehensive range of FDA-compliant pumps tailored for various applications in food and beverage processing facilities. Some of the key product lines include:
EVO Series: Versatile pumps with enhanced efficiency. Features like leak detection and secondary leak containment set them apart as industry leaders.
FDA Stainless Steel Diaphragm Pumps: Durable pumps designed for high-volume transfers, making cleaning an easy task.
EXP Series Diaphragm Pumps: Food-grade pumps equipped with electronic interface capability and IIoT compatibility, ensuring long-term efficiency, reduced downtime, and high productivity.
In the food and beverage industry, maintaining hygiene and productivity is critical. ARO FDA-compliant AODD pumps offer a reliable solution, ensuring that your operations run smoothly without compromising on quality or safety. Investing in ARO’s food grade diaphragm pumps is an investment in efficiency, compliance, and the overall success of your business. To learn more or to request a quotation, contact ARO today.




 Afghanistan(EN)
Afghanistan(EN)